Πίσω από την βαφή των αυτοκινήτων μας κρύβεται μια πολύπλοκη τεχνογνωσία η οποία ωστόσο περνά απαρατήρητη…
Πριν από περίπου έναν αιώνα ο Henry Ford έλεγε πως «μπορείτε να παραγγείλετε το αυτοκίνητο σας σε όποιο χρώμα θέλετε αρκεί να είναι μαύρο» καθώς τον καιρό εκείνο η βαφή αποτελούσε μια ιδιαίτερα πολύπλοκη και δαπανηρή διαδικασία. Σήμερα τα πράγματα έχουν αλλάξει άρδην και ο καταναλωτής συνήθως προβληματίζεται όταν αντικρίζει το δειγματολόγιο χρωμάτων αφού έχει φυσικά καταλήξει στο μοντέλο. Η επιλογή του χρώματος που θα έχει το αυτοκίνητο μας δεν είναι όμως και τόσο απλή υπόθεση αφού σε πολλές περιπτώσεις επηρεάζει την μεταπωλητική ζήτηση και κατ΄ επέκταση την αξία του. Πέρα όμως από την αισθητική του καθενός υπάρχουν και άλλοι παράγοντες οι οποίοι θα πρέπει να λαμβάνονται υπόψη.
Τα σκουρόχρωμα αμαξώματα έχουν το μειονέκτημα στις θερμές περιόδους να απορροφούν μεγαλύτερη ακτινοβολία -σε σχέση με τα ανοιχτόχρωμα- μειώνοντας την απόδοση του συστήματος κλιματισμού ενώ οι γρατσουνιές δείχνουν πιο έντονες στα αμαξώματα με βαθιά απόχρωση. Αν λάβει κανείς υπόψη του τα παραπάνω γρήγορα καταλήγει στο συμπέρασμα πως η βαφή εκτός από στιλ προστατεύει το αμάξωμα του αυτοκινήτου μας. Πίσω όμως από το αστραφτερό χρώμα των σύγχρονων μοντέλων κρύβεται μια πολύπλοκη διαδικασία η οποία εκτυλίσσεται σε μερικές μόλις ώρες για κάθε αυτοκίνητο που παράγεται στις υπερσύγχρονες γραμμές παραγωγή. Ας δούμε πως…
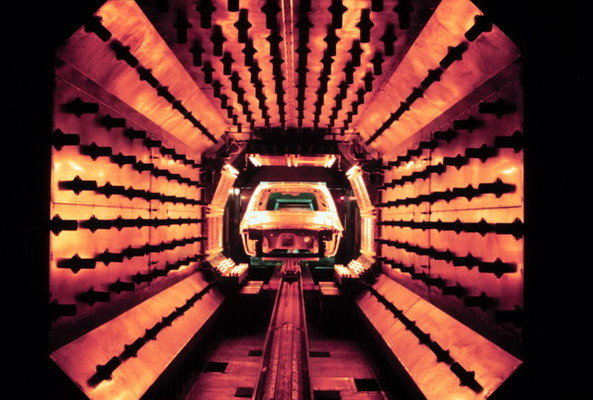
Body-in-white
Εξαιτίας της ανοιχτής απόχρωσης του μετάλλου έτσι αποκαλούν οι μηχανικοί το σασί αμέσως μετά την συναρμολόγηση του στην γραμμή παραγωγής. Μόλις η επιφάνεια του καθαρισθεί με πεπιεσμένο αέρα με πίεση που κυμαίνεται στα 2.000bar το αμάξωμα κατευθύνεται σε μεγάλες δεξαμενές για το στάδιο της φωσφάτωσης. Εκεί τα αμαξώματα βυθίζονται σε ειδικά λουτρά και σε μερικές περιπτώσεις περιστρέφονται κατά 360 μοίρες προκειμένου να εξασφαλισθεί ότι το υγρό θα καλύψει μέχρι και την παραμικρή σπιθαμή του πλαισίου. Με αυτόν τον τρόπο επιτυγχάνεται μια λεπτή στρώση φωσφορικού άλατος η οποία λειτουργεί ως αντιοξειδωτική ασπίδα σε συνδυασμό με το προγενέστερο γαλβάνισμα του.
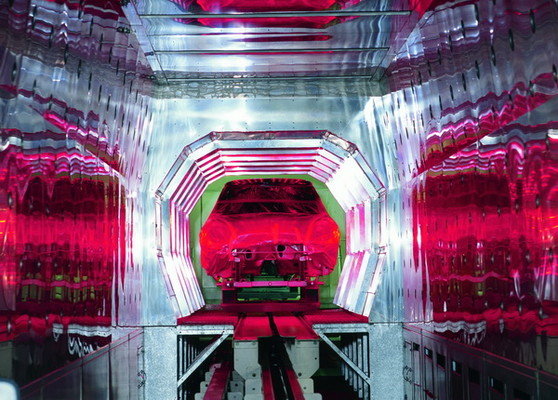
 Υπάρχουν δύο τύποι φωσφάτωσης, με απλή εμβάπτιση και με ηλεκτροφόρηση. Στην περίπτωση της τελευταίας σε λουτρό το οποίο περιέχει ηλεκτρολυτικό υγρό περιέχονται σωματίδια του χρώματος που έχουν φορτιστεί ηλεκτρικά ώστε να κινηθούν προς το αντίθετα φορτισμένο αμάξωμα. Η όλη διαδικασία διαρκεί τόσο ώστε να καλυφθεί και το τελευταίο τμήμα του αμαξώματος και να δημιουργηθεί ομοιόμορφη στρώση καθώς τα σωματίδια του χρώματος κολλούν μόνο πάνω στην φορτισμένη επιφάνεια. Όταν η τελευταία καλυφθεί παύει να έλκει επιπλέον χρώμα αφού έχει ουσιαστικά μονωθεί ηλεκτρικά.
Υπάρχουν δύο τύποι φωσφάτωσης, με απλή εμβάπτιση και με ηλεκτροφόρηση. Στην περίπτωση της τελευταίας σε λουτρό το οποίο περιέχει ηλεκτρολυτικό υγρό περιέχονται σωματίδια του χρώματος που έχουν φορτιστεί ηλεκτρικά ώστε να κινηθούν προς το αντίθετα φορτισμένο αμάξωμα. Η όλη διαδικασία διαρκεί τόσο ώστε να καλυφθεί και το τελευταίο τμήμα του αμαξώματος και να δημιουργηθεί ομοιόμορφη στρώση καθώς τα σωματίδια του χρώματος κολλούν μόνο πάνω στην φορτισμένη επιφάνεια. Όταν η τελευταία καλυφθεί παύει να έλκει επιπλέον χρώμα αφού έχει ουσιαστικά μονωθεί ηλεκτρικά.
Η ηλεκτροφορητική μέθοδος διακρίνεται σε δύο τύπους αυτόν της κατωφόρησης και εκείνον της ανωφόρησης. Στην πρώτη περίπτωση το αμάξωμα φορτίζεται αρνητικά ενώ το λουτρό της δεξαμενής θετικά. Λόγω της ηλεκτρόλυσης τα θετικά ιόντα υδρογόνου που παράγονται από την διάσπαση του νερού κατευθύνονται προς το αρνητικά φορτισμένο αμάξωμα. Στην ανωφόρηση το αμάξωμα έχει θετικό φορτίο ενώ το διάλυμα στην δεξαμενή αρνητικό. Από την διάσπαση του νερού τα αρνητικά ιόντα του οξυγόνου έλκονται προς το θετικό φορτίο του αμαξώματος.
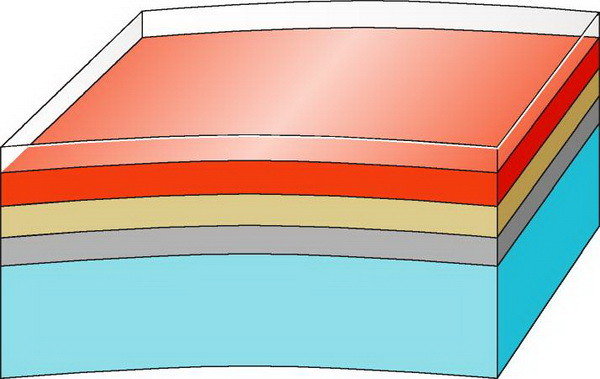
Ωστόσο, η συγκεκριμένη μέθοδος σε σχέση με αυτή της κατωφόρησης έχει ένα σοβαρό μειονέκτημα και για αυτό δεν συνηθίζεται. Η επαφή του οξυγόνου με την λαμαρίνα δημιουργεί οξείδια τα οποία συχνά προσβάλλουν την δομή του χρώματος. Στην συνέχεια εφαρμόζεται η στρώση γεμίσματος η οποία σχηματίζει υπόστρωμα σχετικά μεγάλου πάχους προκειμένου να καλυφθούν οποιεσδήποτε ατέλειες του αμαξώματος όπως τυχόν εξομαλύνσεις ή σχισμές. Στο μηχανολογικό τσελεμεντέ η συγκεκριμένη στρώση αναφέρεται ως γέμισμα (filler), έχει λευκό χρώμα και είναι εύκολο να την παρατηρήσει κανείς σε βαθιές γρατσουνιές κάτω από το χρώμα.
Body-in-colors
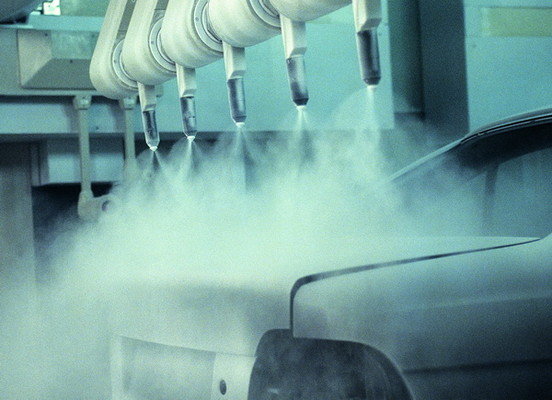
 Η φάση όπου το αμάξωμα αποκτά την επιθυμητή απόχρωση έρχεται στην συνέχεια με τον ψεκασμό του βασικού χρώματος. Η τελευταία λέξη της τεχνολογίας που χρησιμοποιείται αφορά στην ηλεκτροστατική μέθοδο βαφής η οποία εφαρμόζεται αποκλειστικά σε γραμμές μαζικής παραγωγής λόγω του υψηλού κόστους της εγκατάστασης. Η αρχή λειτουργίας της βασίζεται στην δημιουργία ιονισμένου περιβάλλοντος μεταξύ του χρώματος και του αμαξώματος προκειμένου να ελαχιστοποιηθούν οι απώλειες.
Η φάση όπου το αμάξωμα αποκτά την επιθυμητή απόχρωση έρχεται στην συνέχεια με τον ψεκασμό του βασικού χρώματος. Η τελευταία λέξη της τεχνολογίας που χρησιμοποιείται αφορά στην ηλεκτροστατική μέθοδο βαφής η οποία εφαρμόζεται αποκλειστικά σε γραμμές μαζικής παραγωγής λόγω του υψηλού κόστους της εγκατάστασης. Η αρχή λειτουργίας της βασίζεται στην δημιουργία ιονισμένου περιβάλλοντος μεταξύ του χρώματος και του αμαξώματος προκειμένου να ελαχιστοποιηθούν οι απώλειες.
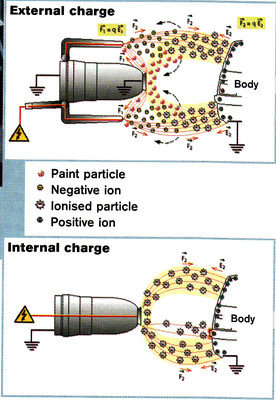
Πως όμως επιτυγχάνεται κάτι τέτοιο; Το αμάξωμα συνδέεται με το θετικό πόλο μιας πηγής συνεχούς ρεύματος ενώ τα ακροφύσια των μπεκ με τον αρνητικό. Η διαφορά τάσης ανάμεσα στα δύο στοιχεία συνήθως κυμαίνεται στα 80.000Volt αν και σε μερικές περιπτώσεις μπορεί να ξεπεράσει ακόμα και τα 200.000Volt. Την στιγμή που τα σταγονίδια του χρώματος ψεκάζονται από το ακροφύσιο έχουν ήδη φορτιστεί αρνητικά με αποτέλεσμα να έλκονται από το θετικά φορτισμένο αμάξωμα. Αυτό σημαίνει πως το 80% από το σπρέι του χρώματος φτάνει στον στόχο του σε αντίθεση με τα συμβατικά πνευματικά συστήματα ψεκασμού τα οποία μετά βίας αγγίζουν το 30%.
Στην περίπτωση των χρωμάτων τύπου HS (High Solid) το 20% που περισσεύει συλλέγεται και εφαρμόζεται στα αμαξώματα που ακολουθούν. Μία υπερσύγχρονη γραμμή παραγωγής με σχετικά γρήγορη διαδικασία βαφής κυμαίνεται περίπου στα 60 αυτοκίνητα την ώρα ενώ κάθε αμάξωμα για να βαφτεί απαιτεί περίπου 7 εργατοώρες. Εκτός από την πρόσφατη μέθοδο της ηλεκτροστατικής φόρτισης υπάρχει και ο ψεκασμός του χρώματος με υδροστατική πίεση που φτάνει έως και τα 200bar.
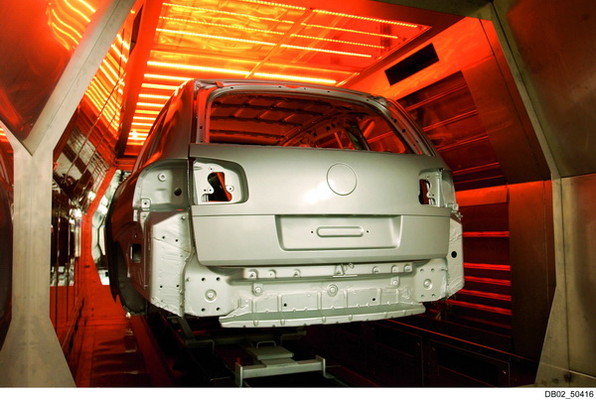
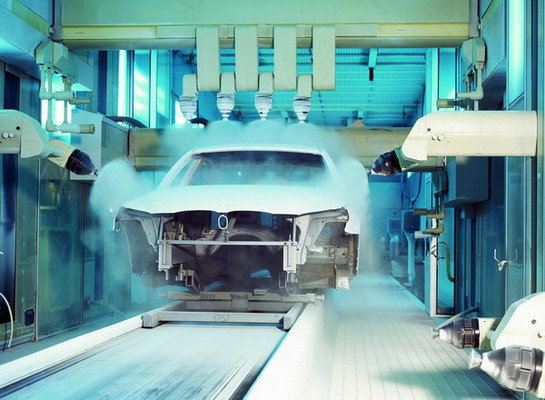
 Μετά την εκτόξευση της βασικής βαφής επέρχεται ξήρανση του χρώματος σε ειδικούς φούρνους με περιβάλλον περίπου 140-130 βαθμούς της κλίμακας Celsius για να εξατμισθεί περισσότερο από 90% της υγρασίας που περιέχεται στην βαφή. Όσο σημαντικές όμως είναι οι υπόλοιπες στρώσεις τόσο είναι και η τελική επίστρωση φινιρίσματος. Την συγκεκριμένη βαφή όμως είναι πολύ δύσκολο να την αντιληφθεί κανείς αφού το υλικό από το οποίο αποτελείται είναι διάφανο και λειτουργεί ως ένα είδος λακ και σκοπός του είναι η προστασία του βασικού χρώματος από την ηλιακή ακτινοβολία και από τις γρατσουνιές.
Μετά την εκτόξευση της βασικής βαφής επέρχεται ξήρανση του χρώματος σε ειδικούς φούρνους με περιβάλλον περίπου 140-130 βαθμούς της κλίμακας Celsius για να εξατμισθεί περισσότερο από 90% της υγρασίας που περιέχεται στην βαφή. Όσο σημαντικές όμως είναι οι υπόλοιπες στρώσεις τόσο είναι και η τελική επίστρωση φινιρίσματος. Την συγκεκριμένη βαφή όμως είναι πολύ δύσκολο να την αντιληφθεί κανείς αφού το υλικό από το οποίο αποτελείται είναι διάφανο και λειτουργεί ως ένα είδος λακ και σκοπός του είναι η προστασία του βασικού χρώματος από την ηλιακή ακτινοβολία και από τις γρατσουνιές.
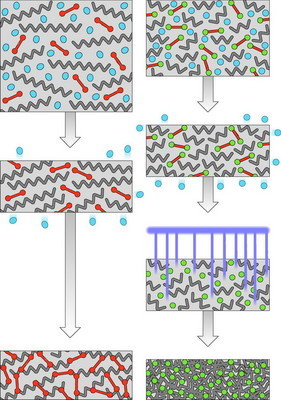
Μετά τον ηλεκτροστατικό ψεκασμό της εναλλακτικά UV στρώσης ακολουθεί δεύτερη φάση ξήρανσης σε ειδικούς θαλάμους με υπέρυθρες ακτίνες. Ο λόγος όμως της συγκεκριμένης κατεργασίας δεν αφορά στην εξάτμιση της υγρασίας αλλά στην δημιουργία ισχυρών αλυσίδων μεταξύ των κόκκων της στρώσης UV η τελικά αποκτά την μορφή ενός ομοιογενούς πολυμερούς φιλμ. Συνήθως το υλικό των UV βασίζεται σε χρώματα ενός συστατικού τα οποία έχουν ως βάση μελανίνες πολυαιρεθάνης.
Τύποι χρωμάτων…
 «Οπτική εντύπωση που προκαλείται από την αντανάκλαση ορισμένων ακτινών ή του ηλιακού φωτός στην επιφάνεια σωμάτων». Αν ανατρέξετε σε κάποιο λεξικό αυτός είναι ο ορισμός που αναγράφεται δίπλα στην λέξη χρώμα. Στην περίπτωση του αυτοκινήτου τα βασικά συστατικά των χρωμάτων ως υλικά χωρίζονται κυρίως σε τέσσερις κατηγορίες. Τα συνδετικά χρώματα-υλικά αποτελούνται από ρητίνες και σκοπός τους είναι η δημιουργία της χρωματικής επίστρωσης. Σε αυτή περιλαμβάνονται οι στόκοι γεμίσματος και οι χρωστικές ουσίες χάρη στις οποίες οφείλεται το τελικό αποτέλεσμα που βλέπουμε. Ωστόσο στα χρώματα υπάρχουν και διάφορα πρόσθετα όπως για παράδειγμα καταλύτες και μαλακτικοποιητές.
«Οπτική εντύπωση που προκαλείται από την αντανάκλαση ορισμένων ακτινών ή του ηλιακού φωτός στην επιφάνεια σωμάτων». Αν ανατρέξετε σε κάποιο λεξικό αυτός είναι ο ορισμός που αναγράφεται δίπλα στην λέξη χρώμα. Στην περίπτωση του αυτοκινήτου τα βασικά συστατικά των χρωμάτων ως υλικά χωρίζονται κυρίως σε τέσσερις κατηγορίες. Τα συνδετικά χρώματα-υλικά αποτελούνται από ρητίνες και σκοπός τους είναι η δημιουργία της χρωματικής επίστρωσης. Σε αυτή περιλαμβάνονται οι στόκοι γεμίσματος και οι χρωστικές ουσίες χάρη στις οποίες οφείλεται το τελικό αποτέλεσμα που βλέπουμε. Ωστόσο στα χρώματα υπάρχουν και διάφορα πρόσθετα όπως για παράδειγμα καταλύτες και μαλακτικοποιητές.
Τα διαλυτικά είναι απαραίτητα για την διαδικασία βαφής καθώς κανονίζουν το ιξώδες του χρώματος. Τις προηγούμενες δεκαετίες η χρήση τους και ειδικά η εξάτμιση τους κατά την ξήρανση του χρώματος στους κλίβανους επιβάρυνε ιδιαίτερα το περιβάλλον με επιβλαβείς για την ανθρώπινη υγεία οργανικές ύλες όπως διοξείδιο του άνθρακα και οξείδια του αζώτου. Τα τελευταία χρόνια οι αυτοκινητοβιομηχανίες είναι ιδιαίτερα ευαισθητοποιημένες στο περιβάλλον καθώς αντί των συμβατικών χρωμάτων χρησιμοποιούν υδροχρώματα όπου τα οργανικά διαλυτικά έχουν αντικατασταθεί με νερό.
Εξαίρεση αποτελεί το λούστρο όπου η αναλογία του νερού μπορεί να φτάσει μέχρι και 80% ενώ τα οργανικά υλικά συγκρατούνται κάτω από 7%. Για να αντιληφθεί κανείς το όφελος από την εφαρμογή των υδροχρωμάτων ενδεικτικά αναφέρουμε ότι το εργοστάσιο Delaware της DaimlerChrysler στις ΗΠΑ καταναλώνει 60 τόνους διαλυτικών σε ετήσια βάση αντί 600 τόνων που απαιτούσαν τα συμβατικά χρώματα. Εκτός από το μειωμένο κόστος η διαδικασία βαφής με υδροχρώματα μειώνει τους ρύπους κατά 2,3 τόνους σε CO2 και 20,5 κιλά σε NOxτον χρόνο.
 Εκτός όμως από τα υδροχρώματα οι κατασκευαστές χρησιμοποιούν σε μεγάλο ποσοστό χρώματα τύπου πούδρας. Η ονομασία τους οφείλεται στο συνθετικό τους υλικό το οποίο αποκτά την μορφή κόκκων διαστάσεων από 20-60 μm. Το χρώμα υπό την μορφή σκόνης ψεκάζεται στην επιφάνεια του αμαξώματος και με θέρμανση σε φούρνους με υπέρυθρη ακτινοβολία στους περίπου 120-130 C το υλικό τήκεται και ομοιογενοποιείται. Τα χρώματα τύπου HS (High Solid) έχουν την μορφή σμάλτου αφού στο μεγαλύτερο ποσοστό αποτελούνται από μη πτητικές ουσίες.
Εκτός όμως από τα υδροχρώματα οι κατασκευαστές χρησιμοποιούν σε μεγάλο ποσοστό χρώματα τύπου πούδρας. Η ονομασία τους οφείλεται στο συνθετικό τους υλικό το οποίο αποκτά την μορφή κόκκων διαστάσεων από 20-60 μm. Το χρώμα υπό την μορφή σκόνης ψεκάζεται στην επιφάνεια του αμαξώματος και με θέρμανση σε φούρνους με υπέρυθρη ακτινοβολία στους περίπου 120-130 C το υλικό τήκεται και ομοιογενοποιείται. Τα χρώματα τύπου HS (High Solid) έχουν την μορφή σμάλτου αφού στο μεγαλύτερο ποσοστό αποτελούνται από μη πτητικές ουσίες.
Τέτοιου τύπου χρώματα εφαρμόζονται στην φάση των επισκευών. Τα περίφημα μεταλλικά χρώματα δεν διαφέρουν σε τίποτα από τα απλά με την βασική διαφορά ότι η σύνθεση τους περιέχει φύλλα αλουμινίου της τάξεως των μm ενώ η διαδικασία βαφής απαιτεί και το πέρασμα μιας στρώσης διάφανης λακ. Το μεταλλικό χρώμα έχει ως αποτέλεσμα την αντανάκλαση του φωτός δίνοντας ανάλογη εντύπωση με αυτή ενός μετάλλου.